Sustainable Plating for Connectors
The introduction of the first RoHS regulations in 2003 sparked interest in sustainability across the electronics industry. While most attention has been focused on removing lead from solder, the connector industry faces additional challenges, particularly eliminating cadmium and chrome plating. Cadmium is a common plating used in military, aerospace, transportation and industrial applications that require corrosion resistance and guaranteed performance in all weather conditions.
Develop new metal connector bodies using aluminum with various protective surface platings. These designs can provide multiple combinations of corrosion resistance, electromagnetic interference (EMI) shielding, and appearance options (including matte colors).
Common substitutes for cadmium include:
Tin-Zinc plating was developed for military applications in extreme environments. It is considered the highest performing cadmium replacement. It has high conductivity (< 5mΩ) and corrosion resistance (static 500 hours/cyclic salt spray 5 days). It has a matte grey, non-reflective finish and provides cadmium-level protection.
Zinc-nickel plating is a high-performance solution for industrial, architectural, and transportation applications. It provides high levels of EMI shielding and is rated for 500 hours in static salt spray.
Zinc-cobalt plating is also used in the industrial, construction and transportation industries, but has lower corrosion resistance than zinc-nickel. It provides a good level of EMI shielding for signal integrity.
Black zinc nickel is a cost-effective alternative that provides long-lasting corrosion resistance to exposed connector surfaces. It is used in aerospace, ground transportation, and marine applications. It provides the same level of environmental protection, operating temperature range, and electrical performance as cadmium.
Epoxy urethane paint coating has very high corrosion resistance and was developed specifically for railway applications. It does not provide high levels of EMI protection and is not generally used where signal integrity is an important consideration.
PCR and PIR recycled materials
Recycled materials and bioplastics are two ways to improve the sustainability of connector bodies and other connector components.
There are two methods for recycled materials:
Post-consumer recycled (PCR) plastic is plastic material, such as bottles, collected from recycling plants for cleaning, processing and grinding, and then added back into the manufacturing process. Connector manufacturers do not typically use PCR plastic.
Post-industrial recycled (PIR) plastics are recovered from the manufacturing process. PIR plastics include flashing and other waste plastics from the manufacturing process, as well as rejected finished parts that do not meet specifications. Some connector manufacturers use 40% recycled content for various components such as plastic housings (Figure 1) . The use of PIR plastics helps sustainability in two ways; it reduces the use of virgin material and the environmental issues associated with producing that material, and it reduces waste in the manufacturing process.

Figure 1 : These high-speed backplane connectors use 40% PIR plastic in the housing (Image: Amphenol)
Bioplastics
Bioplastics are not necessarily biodegradable or made from renewable organic resources. They are defined in three ways:
- Made from organic macromolecules obtained from renewable biological resources such as plants or animals and may or may not be biodegradable
- Made from petroleum resources, fully biodegradable
- Composed of organic macromolecules and petroleum resources, may or may not be biodegradable
Bio-polyamide
Bio-based polyamide 410 plastic is now available and is made from at least 70% renewable material derived from castor beans. This material combines the performance advantages of short-chain and long-chain polyamides. Compared to traditional polyamide 66 (PA66, also known as nylon 66), this bio-based alternative has superior mechanical properties and moisture resistance while providing good aesthetics. The bio-based polyamide EcoPaXX is used in sealed and unsealed connector systems that meet the USCAR 050 standard (Figure 2) .

Figure 2: This sealed connector meets the USCAR 050 standard and uses bio-based polyamide 410 plastic (Image: Molex)
The 100% bio-based high-temperature polyamide has been developed specifically for connector applications. It meets the International Sustainability and Carbon Certification (ISCC) requirements. ISCC is a globally applicable sustainability certification system that covers all sustainable raw materials, including agroforestry biomass, circular and bio-based materials, and renewable energy. This material is an ISCC+ certified mass-balanced solution that offers the same properties, performance and quality as conventional materials. Its production generates a 50% lower carbon footprint than the corresponding fossil-based plastic.
This 100% bio-based, high-temperature polyamide is designed for microminiature connectors with high pin counts, pitches less than 0.3mm, and wall thicknesses as low as 0.1mm. Its thermal specifications make it suitable for lead-free soldering processes, and it is a 30% glass fiber reinforced material designed to provide high levels of strength and ductility.
Room for growth
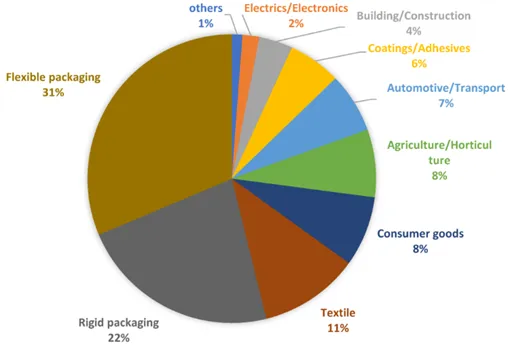
While the connector industry has been using bioplastics for many years, its adoption process is still in a relatively early stage. Overall, bioplastic production accounts for only about 1% of the more than 350 million tons of plastics consumed worldwide each year. The largest application for bio-based plastics is currently packaging, which accounts for more than 50% of the market. The use of various types of bioplastics is surging. For example, the use of bio-polypropylene is expected to increase sixfold in the next few years. Today, various electronic applications such as connectors account for only about 2% of bioplastic use (Figure 3) . Bioplastics (and PIR plastics) have a lot of room to grow in improving the sustainability of connectors.

Figure 3: Electronics applications account for only a small portion of bioplastics consumption (Image: MDPI Polymers)
Nanocrystalline Metal Contacts
Using nanocrystalline nickel alloys in connectors can significantly reduce the use of gold. Mining and refining gold has a significant negative impact on the environment, which can be calculated using a Life Cycle Assessment (LCA). The LCA impact of gold is equivalent to 800kg of CO2 per troy ounce mined. Nickel has an LCA impact of 0.4kg CO2/troy ounce, while nanocrystalline nickel alloy has an LCA impact of 0.2kg CO2/troy ounce. The low LCA impact of nanocrystalline nickel alloy is the result of two factors; it can be used in thinner plating to achieve the same performance level, and its manufacture uses 100% recycled tungsten.
A connector manufacturer has replaced gold contacts on some of its high-reliability connector product lines with nanocrystalline metal contacts. Nanostructured metal coatings are easy to integrate into connector manufacturing because they are deposited via conventional interconnect electrodeposition processes. Replacing gold with nanocrystalline metals reduces the environmental impact of the materials used, especially gold, by an average of 7.8 million kg of CO2 emissions per year.
Nanostructured Silver
Nanostructured silver was developed for high-performance, high-power connectors in electric vehicle (EV) applications. EV applications include charger connectors that require low, stable contact resistance and high durability, as well as high-voltage connectors in EV powertrains and power systems that require higher temperature ratings. In terms of durability, the nanostructured silver material is about twice as hard as pure silver. It was tested for 5,000 cycles of wear durability on an EV connector with a 5N plugging and unplugging force, with little to no wear at 5μm thickness. Despite a 4x increase in thickness, conventional silver plating processes experienced deeper wear and exposed the copper substrate.
The key performance specifications of nanostructured silver include (Figure 4) .
- 220°C operating temperature
- Low insertion force
- Thinner cost improves wear resistance

Figure 4: Nanocrystalline silver (orange) is about twice as hard as conventional Ag coating (blue) at different temperatures (Image: Xtalic)
Like bioplastics, nanostructured nickel alloys and nanostructured silver are in the early stages of the adoption process. There are many opportunities to increase their use and further improve the sustainability of connectors.
Summarize
Connectors have made great progress in improving sustainability. This is not new, but it has been happening since the RoHS regulation was first announced . It started with replacing cadmium and chrome plating with more environmentally friendly and sustainable alternatives. Today, it has expanded to various types of sustainable plastics for connector bodies and housing and nanostructured metals for contacts. There are many opportunities to continue to improve the sustainability of connectors. KONNRA connectors have a good reputation in the industry and have obtained multiple certifications such as ISO9001, ISO14001, ISO13485, IPC620, IATF16949, UL, etc., ensuring that the products meet strict standards in quality and environmental protection. With these certifications, KONNRA continuously optimizes the production process to enhance the reliability and stability of its products, and strives to provide customers with quality services and solutions.